


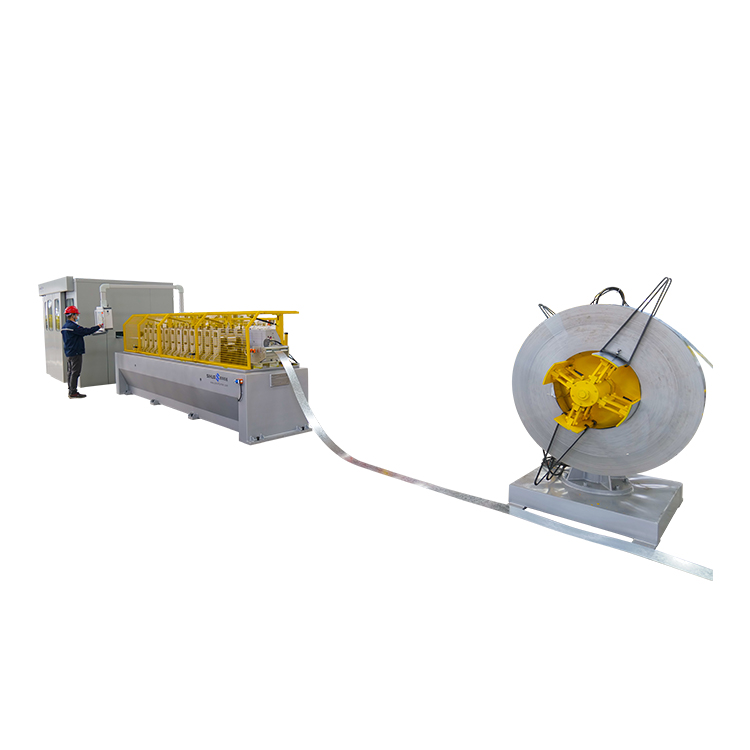
makinë prerëse për gjerësi 0.4-1.3 mm 1300 mm
| (Personalitet) Parametrat e lëndës së parë të spirales së çelikut | |
| (1) Materiali i zbatueshëm | spirale e galvanizuar |
| (2) trashësia e prerjes | 0.4 mm~1.3 mm |
| (3) Gjerësia e pllakës | 300mm~1250mm |
| (4) Diametri i brendshëm i spirales së çelikut | Φ508 mm |
| (5) Diametri i jashtëm i spirales së çelikut | Φ1600 mm |
| (6) Pesha e spirales | 15 ton |
| (Personalitet) Parametrat e produktit të përfunduar | |
| (1) Toleranca e gjerësisë | ± 0.05 mm |
| (2) Gjatësia e Bururrit | 0.03 mm |
| (3) Numri i shiritave të ndarë | Pllakë me trashësi 1 mm, 25 shirita |
| (4) Drejtësia vertikale e prerjes | 1 mm / 2000 mm |
| (5) Diametri i plotë i rrethit të spirales | Φ508 mm |
| (6) Diametri i jashtëm i dekoilerit | Φ1600 mm |
| (Pjesa) Parametra të tjerë të pajisjeve | |
| (1) Shpejtësia e njësisë | 0~120m/min |
| (2) Sipërfaqja e dyshemesë (përafërsisht) | brenda 17 m |
| (3) Furnizim me energji | 380V / 50 HZ trefazore dhe pesë tela |
| (4) Kapaciteti i instaluar | rreth 160 kW |
| (5) Motori i drejtimit | makinë me spirale të hapur AC11 KW motor i zakonshëm makine AC75 KW motor i zakonshëm makine AC90 KW Motori i stacionit hidraulik AC7.5KW |
| (6) Drejtimi i njësisë | përballë konsolës së operimit nga (majtas) në (djathtas) (makina me drejtim përpara) |
| (7) Operator prodhimi | 1 punëtor teknik dhe 2 punëtorë të përgjithshëm |
| (8) Ngjyra e Pajisjes | blu |
1. Makinë me spirale
2. Dekoliner hidraulik
3. Mbështetëse ndihmëse hidraulike I
4. Ura e kalimit të drejtpërdrejtë I
5. Udhëzues anësor dhe makinë prerëse
6. mbështjellës skrapesh (të dyja anët)
7. Ura e kalimit të drejtpërdrejtë II
8. ndarës dhe tabelë tensioni
9. Rimorkio hidraulike
10. Mbështetëse ndihmëse hidraulike II
11. Dalja e vagonit të spirales për rimorkuesin 1
2. Sistemi hidraulik
13. Sistemi i kontrollit elektrik

1 Vagon me spirale (1 set)
(1) Struktura kryesore: pllakë çeliku, rrotë ecjeje, katër kolona udhëzuese, bosht transmisioni, etj.
(2) Mundësi për të mbajtur peshë 15 tonë, me motor hidraulik, me ecje 6 metra në minutë.
(3) Fuqia e presionit të vajit: lartësia e ngritjes prej 600 mm, cilindri i presionit të vajit: FA- Φ125 mm (1 degë).
parametri teknik
| formë | Kornizë çeliku e rëndë, kontroll i presionit të vajit dhe motorit |
| sasi | A |
| Sipërfaqja e Tipit V | Saldim me pllakë najloni + pllakë çeliku |
| duke mbajtur | 15 T |
| Udhëtim me ashensor | 600 mm |
| Fuqia e ecjes me makinë | motor |
| Shpejtësia e ecjes së makinës | 6m/min |
Struktura dhe përdorimi: përdoret për të ushqyer koduesin e hapur, për të transportuar spiralet e çelikut nga tavolina e magazinimit në bobinën e koduesit të hapur, ecja me karrocë kontrollohet nga motori me presion vaji dhe ngritja për kontrollin e cilindrit hidraulik.
Mekanizmi i ngritjes: cilindër hidraulik dhe strukturë kolone rrëshqitëse me katër udhëzues, fuqia e ngritjes sigurohet nga cilindri, cilindri shtyn tryezën e kushinetës së tipit V për të realizuar funksionin e spirales së çelikut të sipërme dhe të poshtme.
Mekanizmi i ecjes: motor me presion vaji dhe strukturë paralele e shinave udhëzuese, fuqia e ecjes sigurohet nga motori me presion vaji, duke i mundësuar vagonit të lëvizë horizontalisht përgjatë boshtit aksial të koduesit të hapur. Të dy skajet e shinës kufizojnë bllokun, për të parandaluar daljen e vagonit nga shinat.
2. Çlirues hidraulik (1 set)
parametri teknik
| formë | Kornizë e salduar me pllakë çeliku, mandrel zgjerimi hidraulik | |
| sasi | A | |
| duke mbajtur | 15 T | |
| Diametri i brendshëm i spirales së çelikut | Φ508 mm; | |
| Diametri i jashtëm i spirales së çelikut | MAKS: Φ1800 mm | |
| Struktura e pllakës së harkut të hapur të bobinës | ||
| Diapazoni i ngritjes dhe tkurrjes së pllakës së harkut | Φ460mm-Φ520mm | |
| Pllakë harku | Çelik i derdhur 45 # (me përfundim kromi) | |
| Frena e hapur e rrotullimit | 2 sete frenash me disk | |
| Metoda e shkarkimit | Merrni iniciativën për të ushqyer | |
| Fuqia e rrotullimit të hapur | Motor 11KW | |
Hapni dhe mbyllni pajisjen e heqjes së rrotullës me presion të rrotullës
A, funksioni:
Duke mbajtur spiralen e çelikut, shtrëngoni diametrin e brendshëm të spirales, hapni spiralen ose rikuperoni spiralen.
Mbështetni pllakën spirale dhe siguroni tension në shiritin e çelikut, i cili përbëhet nga korniza, boshti kryesor, daulle me rrotullim zgjerimi, pajisje thërrmuese për shpëlarje, mbështetëse ndihmëse, pajisje frenimi dhe pjesë fuqie.
B, strukturë
a) Korniza kryesore: e bërë prej çeliku të tipit, pllakë çeliku A3, çelik # 45, dy kushineta mbajtëse shpohen në të njëjtën kohë për të siguruar koncentritetin e instalimit të boshtit dhe asnjë rrahje radiale.
b) Boshti kryesor: i përbërë nga një shpim çeliku të rrumbullakët 40 Cr me diametër vrime përmes 85 mm, rregullim cilësor dhe më pas kabinë e rafinuar, diametër boshti me rul 190 mm, peshë kushinetash 15 ton.
c) Ngritja dhe tkurrja e tamburit: përdoret tamburi zgjerimi me shtytje dhe tërheqje i tipit rrëshqitës; pllaka me katër hark (çeliku nr. 45), çift rrëshqitës me prerje lineare, diametri i zgjerimit: Ф470mm-520mm; gjatësia efektive e punës së tamburit është 1300mm, boshti integral siguron që koncentriteti i tamburit të rritet dhe të zvogëlohet, tamburi ngrihet në diametrin 508mm në raundin e makinës së tornos, sipërfaqja është e galvanizuar me krom të fortë.
d) Pajisja e presës së shpalosjes: e përbërë nga rul presash, krah mbështetës dhe cilindri i vajit; ruli i presës është i mbuluar me yndyrë poliuretani dhe koka e materialit nuk lirohet dhe krahu mbështetës ngrihet nga cilindri hidraulik.
e) Pajisja e frenimit: duke përdorur montimin e frenave me disk pneumatik, forca e frenave mund të rregullohet, parkimi kur frena është e shtrënguar, për të siguruar që gjendja e gatishmërisë dhe e bagazhit të mos jenë të lëkundura lirshëm, në mënyrë që të mos gërvishtet sipërfaqja e pllakës kur lëkundet lirshëm. Kontroll sinkronizimi me furnizim me rrotull të hapur.
f) Fuqia e presionit të vajit: shtyni dhe tërhiqni boshtin: specifikimi i modelit të cilindrit të presionit të vajit: Ф 150-150 mm, duke përdorur modalitetin e furnizimit me vaj të bashkimit rrotullues (fusha naftëmbajtëse e Tajvanit); cilindër hidraulik me ngritje me presë Ф 80-220 mm.
g) Energjia elektrike: fuqia e makinës me dredhje të hapur përdor motor AC 11KW me transmision të mbyllur (1 set)
3. Mbështetëse ndihmëse hidraulike (1 njësi)
(1) Zbatimi: Mbështetni fundin kantilever të rulit për të rritur ngurtësinë e rulit.
(2) Mbështetësja ndihmëse është një mekanizëm me shufër bërryli, i cili ngrihet ose lëshohet nga krahu lëkundës i cilindrit hidraulik.
(3) Kur hapet rrotulla, krahu lëkundës ngrihet për të mbajtur fundin kantilever të makinës së mbështjelljes, dhe kur rrotullohet rrotulla, krahu lëkundës bie.
4. Urë kalimi me energji elektrike (1 njësi)
(1) Struktura kryesore: korniza është e salduar me pllakë çeliku.
(2) Fuqia e presionit të vajit: e sipërme dhe e poshtme: cilindri i presionit të vajit: CA- Φ 80 mm (1).
parametri teknik:
| formë | Korniza dhe kllapa e tranzicionit janë pjesë saldimi me pllaka çeliku, dhe rulja e tranzicionit është një rul ngjitës. |
| sasi | A |
| Mëngë e drejtpërdrejtë (thellësia e gjatësisë) | 3000mm×3500mm |
| Mënyra për të ngritur një grup tavolinash | Cilindri hidraulik mbështet ngritësin |
Struktura dhe përdorimi: përdoret për të kontrolluar sinkronizimin dhe tamponin e shpejtësisë së shiritit të çelikut midis zhveshësit dhe ushqyesit. Tavolina është bërë prej dërrase najloni për të siguruar që sipërfaqja e pllakës të mos gërvishtet. Pozicioni i tre palëve të rripave të çelikut me kontroll elektrik me sy në gropën e mëngës së gjallë mund të mbajë hapësirë të mjaftueshme për ruajtje në gropë.
5. Udhëzues anësor dhe makinë prerëse (1 set)
Parametrat teknikë të pozicionimit të udhëzuesit anësor
| formë | Baza e saldimit me pllaka çeliku, mbështetësja e rrotullës dhe korniza |
| sasi | A |
| Gjerësia e bordit tërthor | 200-1250 mm |
| Rregullimi i gjerësisë | Rregullojeni nga rrota e dorës |
| Materiali i rrotullës | Çelik GCr15 |
| niproll | Φ120mm×1300mm |
Struktura dhe përdorimi: për orientimin e gjerësisë së pllakës për të parandaluar devijimin e pllakës së çelikut. Rulët vertikalë janë të vendosur në të dyja anët e drejtimit të gjerësisë së pllakës, të fiksuar në mbështetëset e tyre rrëshqitëse përkatëse, dhe mbështetësja rrëshqitëse është e rregulluar në shinën udhëzuese përgjatë drejtimit të gjerësisë së pllakës për të akomoduar gjerësi të ndryshme të pllakës. Rulët vertikalë janë të lyer me krom dhe sipërfaqja e rulit është e veshur me krom për të rritur fortësinë e sipërfaqes dhe për të parandaluar konsumimin mekanik.
Parametrat teknikë të makinës
| formë | Bazë saldimi me pllakë çeliku, kuti ingranazhesh të fuqisë, hark dhe kornizë |
| sasi | Një set |
| Ndani shpejtësinë | 120 m/min |
| Diametri i boshtit | Φ180mm×1300mm |
| cilësia e materialit | 42CrMo |
| Madhësia e hapësirës (e cituar duke përjashtuar këtë) | Φ300mm Φ180mm 10mm (trashësia OD ID) |
| Fuqia e motorit kryesor | Motor AC75Kw |
| Motor i lëvizshëm për harkun | Montuar jashtë raftit pa ndikuar në thikë |
Struktura dhe përdorimi: makina është një pajisje që pret gjatësisht vertikalisht në gjerësi të ndryshme. Gjerësia e produktit të përfunduar mund të ndryshohet në mënyrë fleksibile duke zëvendësuar mëngën kompozite. Boshti i thikës rregullohet nga boshti i poshtëm dhe boshti i sipërm për hapësirën sinkrone të boshtit të thikës, e cila mund të kontrollojë me saktësi hendekun midis boshtit të sipërm dhe boshtit të poshtëm. Boshtet e sipërme dhe të poshtme fiksohen me arra në drejtimin aksial, dhe skajet e boshtit të teheve të sipërme dhe të poshtme. Përdorni kornizën anësore të çizmes (ngasjen e motorit) për të zëvendësuar tehun.
(1) Struktura kryesore: pllakë çeliku, sedilje derdhëse, kuti ingranazhesh sinkrone, transmision universal, pajisje ngritëse elektrike me vidë.
(2) Materiali i boshtit të veglës: 40 Cr, diametri i boshtit të thikës: Φ180mm 1300mm, trajtim me frekuencë të mesme pas përpunimit të ashpër, bluarjes, veshjes me krom të fortë, 20mm me kanal çelësi.
(3) Bllokimi i boshtit të thikës: arra e bllokon mjetin.
(4) Rregullimi i pllakës së shtypjes së një grupi kllapash, rregullimi i ngritjes lart e poshtë, fiksimi i drurit me të.
(5) Lëvizja e sediljes së mjetit: hyrje dhe dalje elektrike, ngritje e boshtit të thikës, sinkronizim elektrik.
(6) Fuqia e prerjes: motor i zakonshëm 75 KW me konvertues frekuence.
6. Mbështjellës skrapesh (të dyja anët)
një lidhje; kontroll i pavarur i tensionit të konvertimit të frekuencës
parametri teknik:
| formë | Raft për pllaka çeliku të salduara |
| strukturë | Struktura e lidhur e furnizimit të pavarur majtas dhe djathtas; bobina, boshti i presës dhe përbërja e transmisionit. Kontrollohet nga cilindri i vajit për shkarkim të lehtë. |
| sasi | Dy; një majtas dhe një djathtas |
| Merrni gjerësinë e skajit të skrapit | Dhe 2-10 mm / njëra anë |
| shpejtësia e mbështjelljes | 0-120m/min |
| Rrotulloni peshën | MAKS: 300 kg |
| Fuqia e motorit kryesor | AC 3 Kw (dy) |
| frymëmarrje | Zgjerimi mekanik |
Struktura dhe përdorimi: Makina e mbështjelljes anësore të materialit është pajisja e mbështjelljes anësore të shiritit. Motori me një cilindër tjetër shkarkimi vaji, i qëndrueshëm dhe i qëndrueshëm.
7. Ura e kalimit të drejtpërdrejtë II (1 njësi)
(1) Struktura kryesore: korniza është e salduar me pllakë çeliku.
(2) Fuqia e presionit të vajit: e sipërme dhe e poshtme: cilindri i presionit të vajit: CA- Φ 80 mm (1).
parametri teknik:
| formë | Korniza dhe kllapa e tranzicionit janë të gjitha pjesë saldimi me pllaka çeliku, dhe rulja e tranzicionit është një rul gome |
| sasi | A |
| Mëngë e drejtpërdrejtë (thellësia e gjatësisë) | 3000mm×5000mm |
| Mënyra për të ngritur një grup tavolinash | Cilindri hidraulik mbështet ngritësin |
| Pllakë për shtypjen e rrobaqepësit | Parandaloni rënien e pllakës në gropë dhe dëmtimin e materialit |
Struktura dhe përdorimi: përdoret për të kontrolluar sinkronizimin dhe tamponin e shpejtësisë së shiritit të çelikut midis tërheqësit dhe zhveshësit. Tavolina është bërë prej kartoni najloni për të siguruar që sipërfaqja e pllakës të mos gërvishtet.
8. Ndarës dhe tabelë tensioni
(1) Struktura kryesore: pllakë çeliku, rul ndarës, gome PU, etj.
(2) Jastëk tensionues: sipër i shtruar me ndjerë leshi.
(3) Rul Rebelt: Gomë PU, Φ350 mm.
(4) Fuqia e presionit të vajit: ngritja e jastëkut të tensionit: cilindri i presionit të vajit: FA- Φ 80 mm (2 copë).
parametri teknik:
| formë | Baza dhe korniza për saldimin e pllakave të çelikut |
| sasi | Një set |
| Madhësia e sektorit | Φ80×Φ180*3 |
| Madhësia e veçantë e setit | Φ80×Φ110×& |
| Ruluesi i presionit të mesëm | Ngritje vertikale |
Struktura dhe përdorimi: ndarja gjatësore e shiritit të prerjes, për të parandaluar tensionimin e makinës gjatë grumbullimit, e lehtë për t'u mbledhur. Ekzistojnë dy grupe disqesh ndarëse. Boshti i diskut ndarës mund të hiqet nga ana e funksionimit për të lehtësuar zëvendësimin dhe pastrimin.
| formë | Baza e saldimit me pllakë çeliku, korniza, përbërja e sistemit të frenave |
| sasi | A |
| Lloji i pllakës së presionit | Pllaka vihet në lëvizje nga cilindri për të arritur tensionin ideal të kompresimit. |
Funksioni: Poziciononi shiritin e çelikut dhe aplikoni tension të njëtrajtshëm në secilën shirit çeliku për rimbështjellje, dhe tensioni i gjeneruar përcakton ngushtësinë e rimbështjelljes. Tensioni i njëtrajtshëm mund ta bëjë mbështjelljen të pastër; ajo përbëhet kryesisht nga korniza kryesore, korniza ndarëse e përparme, makina e presimit, korniza ndarëse e pasme, faza e tensionit dhe ruli udhëzues.
B, struktura:
● Struktura kryesore e kornizës: e bërë nga profil, saldim i montimit të pllakës së çelikut, përpunim i sipërfaqes bazë pas pjekjes.
● Korniza ndarëse e përparme: përdorni kornizë të pavarur të tipit udhëzues, korniza është e lidhur përmes dy sipërfaqeve dhe ndarësi është montuar në boshtin ndarës për trupin dhe mëngën, gjë që është shumë e përshtatshme; korniza ndarëse e përparme mund të lëvizë lart e poshtë në lidhje me kornizën kryesore dhe mund të ndalet në çdo lartësi.
● Platformë tensionuese: përbëhet nga një hark anësor me pllakë, një kornizë e sipërme porte, një pllakë e poshtme me mbushje, një pllakë e sipërme me mbushje dhe një cilindër vaji. Ndjesia prej leshi mund të fiksohet në pllakën e sipërme dhe të poshtme të mbushjes. Rripi i pllakës kalon midis pllakave të sipërme dhe të poshtme të mbushjes, dhe pllaka e mbushjes shtypëse prodhon tension. Pllaka e sipërme e mbushjes vihet në lëvizje nga dy cilindra vaji në mënyrë sinkrone.
● Rul udhëzues, pajisje pllake
Rul udhëzues: me sedilje kushinete, tub çeliku pa tegel i mbështjellë me gome PU, trajtim me ekuilibër dinamik, funksioni është të drejtojë rripin e pllakës në mbështjellësen.
Pajisja e pllakës: e përbërë nga sistemi i raftit dhe i transmisionit. Pajisja e pllakës përdor një strukturë hidraulike të transmisionit, funksioni i së cilës është të dërgojë kokën e pllakës në mbështjellësen.
9 Rimorkio hidraulike
(1) Struktura kryesore: tamburi përdor strukturë pa ndërprerje; pllakë çeliku, rul ndarës, bosht kryesor, pllakë me katër hark (zigzag), bllok rrëshqitës, pllakë anësore, kushinetë, sedilje kushinete, cilindër shtytës dhe tërheqës, reduktor kutie, pajisje shtytëse hidraulike, frenë me avull, etj.
(2) Zgjerimi dhe tkurrja e bobinës: Φ480mm~ Φ508mm, me pajisje nofullash, cilindri i presionit të vajit: FA- Φ150mm (1 degë).
(3) Energjia elektrike: Motori i zakonshëm 90 KW është i pajisur me konvertues frekuence.
Parametrat teknikë të mbështjellësit
| formë | Kornizë e salduar me pllakë çeliku, mandrel me zgjerim hidraulik me një krah dhe strukturë kutie ingranazhesh |
| sasi | A |
| duke mbajtur | 15 T |
| Diametri i brendshëm i spirales së çelikut | Φ508 mm |
| Materiali i boshtit | 42 Cr Mo |
| Pllaka e harkut të fletës së rrotullës | Çelik 45 # pas trajtimit të kondicionimit cilësor, sipërfaqja është e veshur me krom të fortë |
| Gojë e kondensuar e kapëses | Ngarkimi i cilindrit të vajit lart e poshtë |
| Diametri i jashtëm i spirales së çelikut | MAKS: Φ1800 mm |
| Tabela e materialit shtytës | Shtytja e cilindrit të vajit |
| montimi i frenave | Frena e tipit të frenave me disk |
| Fuqia e motorit kryesor | Motor AC90 Kw |
Struktura dhe përdorimi: Kjo pajisje përdoret për të mbështjellë shiritin pas prerjes gjatësore. Përbëhet nga trupi i kornizës, tamburi, sistemi i transmisionit, sistemi i ngritjes dhe tkurrjes, sistemi i frenimit, sistemi i lubrifikimit, sistemi hidraulik, etj.
Sistemi i transmisionit: boshti vihet në lëvizje nga motori. Sistemi i rritjes dhe tkurrjes: tensioni sigurohet nga cilindri i vajit të ngritjes dhe tkurrjes për të bërë që sedilja rrëshqitëse në boshtin kryesor të prodhojë rrëshqitje zhvendosjeje, dhe rrëshqitësi i formës qi dhe sedilja rrëshqitëse të prodhojnë zhvendosje për të realizuar ngritjen dhe tkurrjen e daulles.
Parametrat teknikë të krahut të presionit të boshtit ndarës
| formë | Baza dhe korniza për saldimin e pllakave të çelikut |
| sasi | A |
| Madhësia e sektorit | Φ80×Φ180×3 |
| Madhësia e veçantë e setit | Φ80×Φ110×& |
Struktura dhe përdorimi: Kjo pajisje përdoret për të mbështjellë prerjen gjatësore. Krahu i materialit të presës lëkundet nga cilindri i vajit. Boshti i presës mund të përhapet manualisht rreth pikës së fiksuar të mbështetjes për të zëvendësuar pllakën izoluese (jastëkun).
10 Mbështetëse ndihmëse hidraulike II
(1) Zbatimi: Mbështetni fundin kantilever të rulit për të rritur ngurtësinë e rulit.
(2) Mbështetësja ndihmëse është një mekanizëm me shufër bërryli, i cili ngrihet ose lëshohet nga krahu lëkundës i cilindrit hidraulik.
(3) Kur merr rrotullën, krahu lëkundës ngrihet për të mbajtur fundin kantilever të makinës së mbështjelljes, dhe kur rrotullohet, krahu lëkundës bie.
11 Dalja e kabinës së spirales për rimorkiatorin (1)
(1) Struktura kryesore: pllakë çeliku, rrotë ecjeje, katër kolona udhëzuese, bosht transmisioni, etj.
(2) Ngarkesë me motor hidraulik, ecje 6 metra në minutë.
(3) Fuqia e presionit të vajit: lartësia e ngritjes prej 600 mm, cilindri i presionit të vajit: FA- Φ125 mm (1 degë).
Parametri teknik:
| formë | Kornizë çeliku e rëndë, kontroll i presionit të vajit dhe motorit |
| sasi | A |
| Sipërfaqja e Tipit V | Saldim me pllaka çeliku |
| duke mbajtur | 15 T |
| Udhëtim me ashensor | 600 mm |
| Fuqia e ecjes me makinë | motor |
| Shpejtësia e ecjes së makinës | 7 m/min |
Struktura dhe përdorimi: për shkarkimin e spirales, shkarkimin e spirales së çelikut nga spiralja, ecjen me karrocë për kontrollin e motorit me presionin e vajit, ngritje dhe ngritje për kontrollin e cilindrit hidraulik.
Mekanizmi i ngritjes: cilindër hidraulik dhe strukturë kolone udhëzuese rrëshqitëse, fuqia e ngritjes sigurohet nga cilindri, cilindri shtyn tryezën e kushinetës së tipit V për të realizuar funksionin e spirales së çelikut të sipërme dhe të poshtme, dhe karrocën e shkarkimit me shufër anti-përmbysje.
Mekanizmi i ecjes: motori me presion vaji dhe struktura paralele e shinës udhëzuese. Fuqia e ecjes sigurohet nga motori me presion vaji për të bërë që makina të lëvizë horizontalisht përgjatë boshtit spiral të rulit. Të dy skajet e shinës kufizojnë bllokun për të parandaluar daljen e makinës nga shinat.
12 Sistemi hidraulik (1 set)
(1) Struktura kryesore: rezervuar vaji i salduar me pllakë çeliku, kapacitet 300 kg dhe të gjitha llojet e valvulave të presionit të vajit, panele vaji.
(2) Fuqia: Motor dhe pompë vaji Klasa E 7.5KW, 30ML, presion normal 70kg/cm2, presion maksimal: 140kg/cm.
parametri teknik:
| sasi | Një set |
| rezervuari i karburantit | 300L |
| Zhvendosja e pompës së vajit | 25 ml/r |
| Presioni i punës së sistemit | 12MPa |
| fuqia e motorit | 7.5 KW |
| metoda e ftohjes | Ftohje me erë |
| temperatura e punës | 0℃—60℃ |
| substancë shërbimi | Vaj hidraulik kundër konsumimit N68 |
Përbërja dhe përdorimi: për të kontrolluar funksionimin e pjesës hidraulike të të gjithë linjës së prodhimit. Duke përdorur kontrollin e centralizuar, sistemi përbëhet nga një stacion hidraulik, shumë grupe valvulash dhe disa tubacione. Kryesisht ka trup rezervuari vaji, njësi elektrike të pompës së vajit, grumbull valvulash hidraulike, tubacion hidraulik, etj.
13 Sistemi i kontrollit elektrik
(1) Tavolinë operative me kontroll elektronik.
(2) Tensioni i furnizimit me energji: trefazor 380VAC ± 10% Frekuenca: 50Hz ± 1
(3) Përbërja dhe përdorimi: Sistemi është i pajisur me një stacion operimi, e gjithë linja përdor kontroll të centralizuar, stacioni i operimit ka ekran dixhital, rregullim të shpejtësisë së lartë dhe të ulët, furnizim manual, segmentim të vazhdueshëm, alarm defektesh dhe funksione të tjera. Sistemi i rregullimit të shpejtësisë, kontrolluesi i programit (PLC) duke përdorur produkte të kompanisë Tajvan Yong hong. Komponentë të tjerë të kontrollit elektrik janë produkte të importuara ose produkte të përbashkëta të të njëjtit nivel. Konsol, kuti me butona shtypës, komponentë zbulimi dhe kabllo e tela. Me kontrollin me ekran me prekje, mund të vendosë dhe modifikojë lehtësisht parametrat e procesit të prodhimit, duke përfshirë shpejtësinë, ndërrimin manual dhe automatik, dhe të monitorojë statusin e funksionimit të secilës pjesë. Siguron funksionimin e sigurt dhe efikas të linjës së prodhimit.
14 Përshkrimi i markës dhe furnizuesit:
Pjesë mekanike
| numri i porosisë | emër | prodhues | vërejtje |
| 1 | duke mbajtur | Japonia importoi NSK-në | Ndani mikpritësin |
| 2 | duke mbajtur | Boshti Ha, boshti i pllakave | pajisje shtesë |
| 3 | Makinë me ingranazhe motorike | Ying a | |
| 4 | reduktor ingranazhesh | Guo MAO |
Pajisje pneumatike
| numri i porosisë | emër | prodhues | vërejtje |
| 1 | cilindër ajri | Produkte me cilësi vendase | |
| 2 | valvul elektromagnetike | yje | |
| 3 | valvula e kontrollit të shpejtësisë | yje |
Pjesë hidraulike
| numri i porosisë | emër | prodhues | vërejtje |
| 1 | valvula elektromagnetike drejtuese | Kun vaji | |
| 2 | valvula elektromagnetike e lehtësimit | Kun vaji | |
| 3 | ftohës | Produkte me cilësi vendase |
Totali elektrik
| numri i porosisë | emër | furnizues |
| 1 | PLC | Tajvan yong hong |
| 2 | ndërfaqe njeri-kompjuter | Weilun, Tajvan |
| 3 | transformator frekuence | Huichuan |
| 4 | rele ndihmëse | Schneider |
| 5 | Motor i zakonshëm | Jiang Sheng |
| 6 | Komponentët e tensionit të ulët | Schneider |
15 Bashkëngjitje e rastësishme:
(1) Vizatim instalimi i themelit mekanik, shpërndarja e bulonave dhe vizatimi i paraqitjes së linjës së prodhimit.
(2) Shtojcë: 20 copë; 120 pione najloni të mbledhura; 20 copë tensioni; 120 pione tensioni; 1 bosht prerës.
| numri i porosisë | Përshkrimi përshkrim | fushëveprimi i furnizimit | vërejtje | |
| Shitësi | blerës |
| ||
| 1 | dizajn | |||
| 1.1 | Orari i projektimit | √ |
|
|
| 1.2 | dizajni i makinës | √ |
|
|
| 1.3 | Projektimi elektrik për funksionimin e makinës | √ |
|
|
| 1.4 | Projektimi i qarkut për presionin e ajrit dhe presionin hidraulik | √ |
|
|
| 1.5 | Dizajni i paraqitjes së linjës së prodhimit | √ |
|
|
| 2 | bëj | |||
| 2.1 | Bëni orarin | √ |
|
|
| 2.2 | Pjesa mekanike dhe elektrike e prodhimit | √ |
|
|
| 2.3 | Inspektimi dhe testimi i prodhimit | √ |
|
|
| 2.4 | bojë spreji | √ |
|
|
| 2.5 | pako | √ |
|
|
| 3 | kushtet e dorëzimit | |||
| 3.1 | Shkarkim në vend |
| √ |
|
| 3.2 | Pajisjet e shkarkimit në vend (vinç, etj.) |
| √ |
|
| 3.3 | Konfirmimi dhe ruajtja e pajisjeve të vendit |
| √ |
|
| 4 | punime themeli | |||
| 4.1 | Projektim themelesh në inxhinieri civile | √ |
|
|
| 4.2 | Inxhinieri dhe konsulencë themelesh | √ |
| shitësi ofron hartën bazë |
| 4.3 | Inspektimi i punimeve themelore | √ | √ |
|
| 4.4 | bulon i gjirit | √ |
|
|
| 4.5 | Jastëk makine (hekur i sheshtë, hekur i pjerrët) | √ |
|
|
| 4.6 | Llaçi dhe llaçi derdhen në themelin mekanik |
| √ |
|
| 4.7 | Llaçi injektohet në vrimën e këmbës së pajisjes. |
| √ |
|
| 4.8 | I shtruar me beton (H-, etj.) |
| √ |
|
| 5 | punë ngritëse | |||
| 5.1 | Pajisjet e instalimit (mjeti drejtues, vinçi kamioni, etj.) |
| √ |
|
| 5.2 | mjet zëvendësues | √ |
|
|
| 5.3 | Materiali i instalimit (tuba dhe instalime elektrike hidraulike pneumatike) | √ |
|
|
| 6 | masat paraprake të sigurisë | |||
| 6.1 | Pllaka mbuluese e kanalit dhe pompa zhytëse |
| √ |
|
| 6.2 | parmak mbrojtës | √ |
|
|
| 7 | Inxhinieri hidraulike e presionit të ajrit dhe ngrirjes | |||
| 7.1 | njësi hidraulike |
|
|
|
| 7.2 | Inxhinieri hidraulike e kullimit (në pajisje) | √ |
|
|
| 7.3 | Punime të tubave hidraulikë të kullimit (në hendek) | √ |
|
|
| 8 | inxhinieri elektrike | |||
| 8.1 | Instaloni fuqinë e nevojshme |
| √ |
|
| 8.2 | Kablloja primare nga nënstacioni në panelin e kontrollit dhe kabinetin e shpërndarjes |
| √ |
|
| 8.3 | Një hendek kabllor |
| √ |
|
| 8.4 | Lidhja dytësore e kabinetit kryesor me makinën | √ |
|
|
| 8.5 | Hapësirë kablloje për instalimet elektrike dytësore | √ |
|
|
| 8.6 | Kontrolluesi i motorit dhe i ngasjes | √ |
|
|
| 8.7 | Lidhja e instalimeve elektrike dhe tubave të kullimit në makinë | √ |
|
|
| 8.8 | Çdo linjë që të çon në kabinetin e shpërndarjes së energjisë | √ |
|
|
| 8.9 | Miratimi i përdorimit të ndriçimit dhe pajisjeve elektrike |
| √ |
|
| 9 | provë | |||
| 9.1 | Materialet për provë |
| √ |
|
| 9.2 | Punëtor testimi |
| √ |
|
| 9.3 | Injeksion vaji, vaj ingranazhesh, vaj hidraulik, etj. |
| √ |
|
| 9.4 | Mjetet e mirëmbajtjes së funksionimit | √ |
|
|
| 10 | Trajnim dhe shërbim pas shitjes | |||
| 10.1 | Manuali i funksionimit dhe manuali i mirëmbajtjes | √ |
|
|
| 10.2 | Trajnim për operim dhe mirëmbajtje | √ |
| |
(1) Sistem paralajmërues alarmi sigurie;
1. Konfiguroni kyçin e konfirmimit të kushteve të funksionimit të përbashkët (kyçin e sigurisë) dhe njoftimin e alarmit për secilën postë.
2. Çdo stacion operativ, duke përfshirë ushqyerjen, funksionimin kryesor, shkarkimin, etj., mund ta operojë alarmin në mënyrë të pavarur.
3. Kur çdo pajisje në lëvizje është duke punuar, aktivizohet alarmi.
(2) Pajisje e bllokimit të sigurisë (zbulim infra të kuq dhe alarm për pjesën kritike të rrezikut)
(3) Ruli i kapëseve të pajisjeve, boshti lidhës, zinxhiri rrotullues, pllakat e frenave të ekspozuara dhe trupat e tjerë operativë duhet të jenë të pajisur me mbulesë mbrojtëse dhe kangjella sigurie rreth mëngës.
(4) Shenja paralajmëruese për pjesët e rrezikshme dhe pjesët e rëndësishme të pajisjeve
(5) Trupi rrotullues duhet të shënohet me ngjyra të dukshme, të cilat duhet të dallohen nga ngjyra e pajisjeve të trupit (me të verdhë).
1. Blerësi duhet të sigurojë ujin ftohës dhe burimin e gazit në ndërfaqen e pajisjes.
2. Blerësi duhet të zotërojë kuti shpërndarëse të furnizimit me energji (tre faza pesë linja), kapaciteti i të cilit duhet të përmbushë kërkesat e energjisë së njësisë.
3. Ka më shumë se tre terminale prize në kutinë e shpërndarjes së energjisë.
4. Kutia e shpërndarjes së energjisë është brenda 5 metrash nga kabineti kryesor i funksionimit.
5. Blerësi është përgjegjës për drejtimin e furnizimit me energji elektrike në stacionin operativ.
6. Blerësi duhet të sigurojë një kompresor ajri.
7. Blerësi duhet të sigurojë vaj ingranazhesh, vaj hidraulik, vaj lubrifikues dhe vaj të cilësisë së ofruar nga Shitësi.
8. Blerësi duhet të sigurojë materialet e nevojshme për vënien në punë dhe mjetet dhe pajisjet ndihmëse përkatëse.
Kategoritë e produkteve
-

Makinë formuese rrotullash hekurudhore me shitje të nxehtë
-

Tavani kryesor SIHUA me cilësi të lartë në Shanghai, me rrjetë rrotulluese...
-

Makinë formuese e rrotullave të hekurudhës në Shanghai
-

120m për minutë profil shtylle dhe shinash Formim rrotullues...
-

Makinë saldimi SIHUA pjesë e strukturës sihua ...
-
Makinë formimi me rul me thumba dhe binarë